








職教VR仿真資源|鉆孔、擴孔、鏜孔……孔加工必讀!
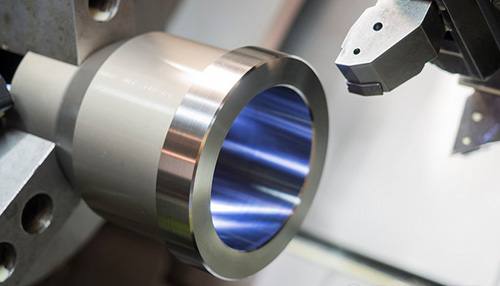
不同結構的內孔有不同的精度和表面質量要求。按照孔與其他零件相互連接關系的不同,可分為配合孔與非配合孔,按其幾何結構的不同,可分為通孔、盲孔、階梯孔、錐孔等。在數控車床加工中,根據孔的結構和技術要求的不同,可采用不同的加工方法,這些方法歸納起來可以分為兩類:一類是對實體工件進行孔加工,即從實體上加工出孔;另一類是對已有
的孔進行半精加工和精加工。
今天100唯爾教育小編就結合100唯爾教育《數控車削技術訓練》課程及其VR仿真資源來介紹孔加工所需要的刀具及其加工過程。
-
一、孔加工刀具
1.麻花鉆:常用來鉆削精度低和表面粗糙的孔。用高速鉆鉆頭加工的孔精度可達IT11-13,表面粗糙度可達Ra6.3-25μm,用硬質合金鉆頭加工時則分別可達IT10-11和Ra3.2-12.5μm。
2.中心鉆:用于鉆削軸類工件的中心孔。有三種形式:中心鉆、無護錐60°復合中心鉆和帶護錐60°復合中心鉆。中心鉆在結構上與直柄麻鉆頭類似。
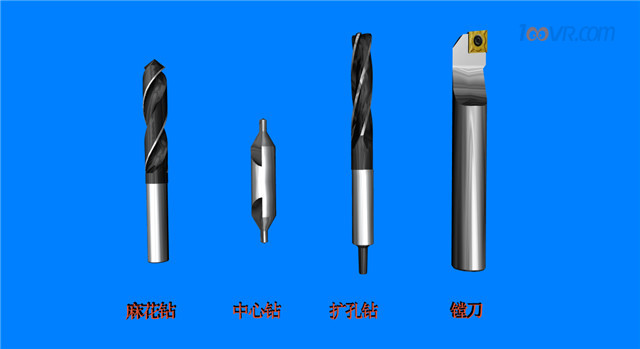
圖為100唯爾教育孔加工刀具
3.深孔鉆:一般孔深與孔徑比超過5的孔即為深孔,通常深孔可用麻花鉆加工,加工深徑比較大的深孔可用深孔鉆。
4.擴孔鉆:用于已有孔的擴大,一般表面粗糙度可達Ra3.2-12.5μm,通常作為孔的半精加工刀具。
5.鏜刀:用來擴孔及用于孔的粗、精加工。鏜刀能修正鉆孔、擴孔等工序所造成的孔軸線歪曲、偏斜等缺陷,故特別適用于要求孔距很準確的孔系加工。鏜刀可加工不同直徑的孔。數控車床上常用鏜孔車刀有:
①通孔鏜刀:鏜通孔用的普通內孔車刀。為減小徑向切削分力,以減小刀桿彎曲變形,一般主偏角為45°-75°。常取60°-70°。
②不通孔鏜刀:鏜臺階孔和不通孔用的內孔車刀。其主偏角大于90°,一般取95°。
-
二、孔加工刀具的特點
1.孔加工刀具多為定尺寸刀具,如鉆頭、鏜刀等在加工過程中刀具磨損造成的形狀和尺寸的變化,會直接響被加工孔的精度。
2.刀具的結構受孔的直徑和長度的限制,剛性較差。在加工時由于軸向力的影響,容易產生彎曲變形和振動,孔的長徑比(孔深度與直徑之比)越大,刀具剛性對加工精度的影響就越大。
3.孔加工時,刀具一般是在半封閉的空間工作,切屑排除困難。冷卻液難以進入加工區域,散熱條件不好。切削區熱量集中,溫度高,影響刀具的耐用度和鉆削加工質量。
-
三、孔的加工方法
鉆孔的方法步驟
①車平端面,定出中心位置。
②將中心鉆安在鉆夾上,在工件端面鉆出淺孔。
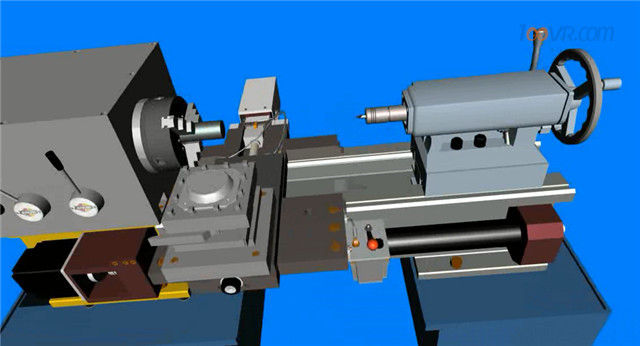
圖為100唯爾教育在工件端面鉆出淺孔
③換裝夾鉆頭,錐柄鉆頭直接裝在尾座套筒錐孔內,直柄鉆頭用鉆夾頭夾持。
④調整尾座位置使鉆頭能進給到所需長度,并使套筒伸出長度較短,固定尾座。
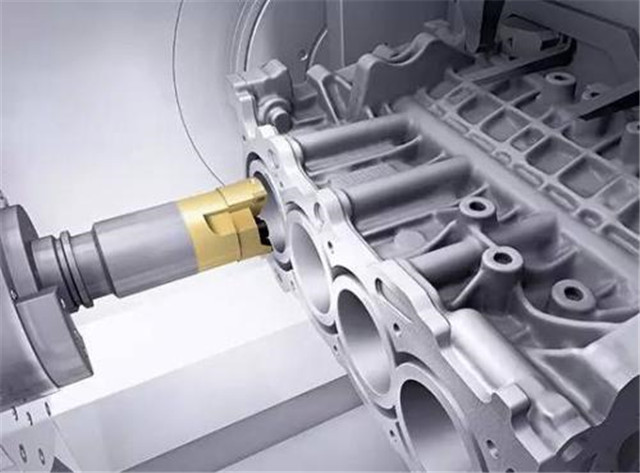
⑤開車進行鉆削。開始時進給要使鉆頭準確地鉆入。鉆削時切削速度不應過大,以免鉆頭劇烈磨損。鉆削過程中應經常退出鉆頭排屑。鉆削碳素鋼時,須加切削液,孔將鉆通時,應減慢進給速度,以防折斷鉆頭。孔鉆通后先退鉆頭后停車。
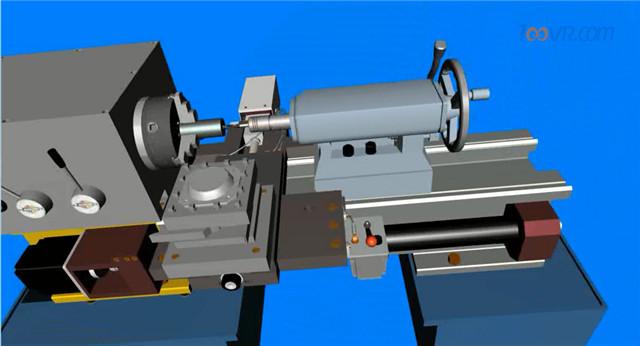
圖為100唯爾教育開車進行鉆削
以上,就是100唯爾教育關于孔加工的部分內容,如果對其中的課程內容及其VR仿真資源感興趣,可以直接上100唯爾教育搜“數控車削”就可以看到課程列表了。
以上就是100唯爾(100vr.com)小編為您介紹的關于孔加工的知識技巧了,學習以上的職教VR仿真資源|鉆孔、擴孔、鏜孔……孔加工必讀!知識,對于孔加工的幫助都是非常大的,這也是新手學習機械制造所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問孔加工課程推薦














機械制造熱門資料


機械制造技術文檔


推薦閱讀




















