








職教VR仿真資源|為什么采用鉬絲作為線切割電極絲?
電極絲應有良好的導電性和抗電蝕性,抗拉強度高,材質均勻。目前電火花線切割加工使用的電極絲材料有鋁絲、鎢絲、鎢鉬合金絲、黃銅絲、銅鎢絲等。快走絲線切割加工中廣泛使用鉬絲作為電極絲,慢走絲線切割加工中廣泛使用直徑為0.1mm以上的黃銅絲作為電極絲。

鎢絲抗拉強度高,直徑在0.03-0.1mm的范圍內,一般用于各種窄縫的精加工,但價恪昂貴。黃銅絲適合于慢速加工,加工表面粗糙度和平直度較好,蝕屑附著少,但抗拉強度差,損耗大,直徑在0.1-0.3mm范圍內,一般用于慢速單向走絲加工。鉬絲抗拉強度高,適于快速走絲加工,所以我國快速走絲機床大都選用鉬絲作電極絲,直徑在0.08-0.2mm范圍內。
電極絲直徑的選擇應根據切縫寬窄、工件厚度和拐角尺寸大小來選擇。若加工帶尖角、窄縫的小型模具宜選用較細的電極絲。若加工大厚度工件或大電流切割時應選較粗的電極絲。
今天100唯爾教育小編就結合100唯爾教育《電火花切割加工》課程及其VR仿真資源來介紹電極絲的安裝與調整。
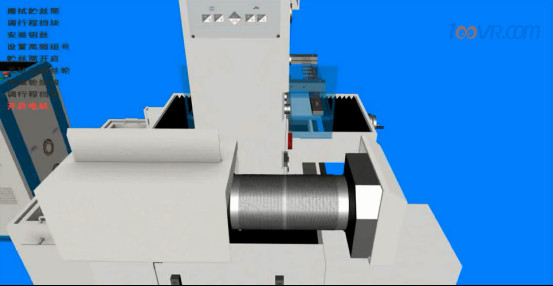
電極絲的繞裝是將電極絲從絲盤繞到快走絲線切割儲絲筒上,然后穿在絲架上的過程,稱為上絲和穿絲。具體繞裝過程如下:
1.上絲:電極絲繞至貯絲筒上
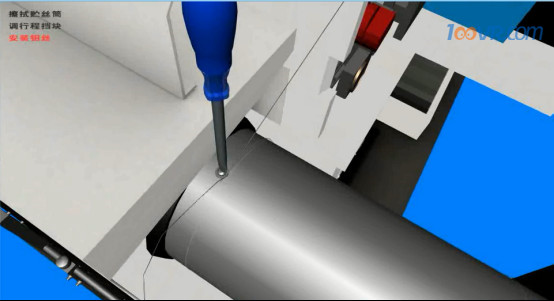
①機床操縱面板SAI旋鈕左旋。
②上絲起始位置在貯絲筒右側,用搖手手動將貯絲筒右側停在線架中心位置。
③將右邊撞塊壓住換向行程開關觸點,左邊撞塊盡量拉遠。

圖為100唯爾教育調整行程開關觸點
④松開上絲器上螺母,裝上鉬絲盤后擰上螺母。
⑤調節螺母,將鉬絲盤壓力調節適中。
⑥將鉬絲一端通過上絲輪后固定在貯絲筒右側螺釘上。
圖為100唯爾教育安裝鉬絲
⑦空手逆時針轉動貯絲筒幾圈,轉動時撞塊不能脫開換向行程開關觖點。
⑧按操縱面板上SB2運絲開關旋鈕,貯絲筒轉動,鉬絲自動纏繞在貯絲筒上,達到要求后,按操縱面板上SBI急停旋鈕,即可將電極絲裝至貯絲筒上。
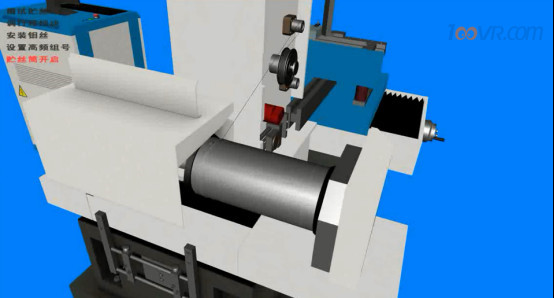
圖為100唯爾教育貯絲筒開啟
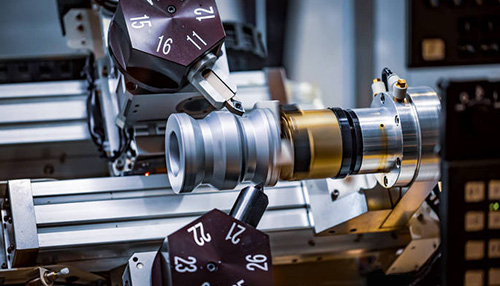
2.穿絲:電極絲繞至絲架上
①拉動電極絲頭,依次繞接各導輪、導電塊至儲絲筒。在操作中要注意手的力度,防止電極絲打折。
圖為100唯爾教育穿絲
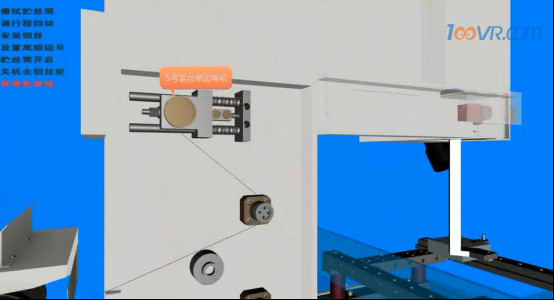
②穿絲開始時,首先要保證儲絲筒上的電極絲與輔助導輪、張緊導輪、主導輪在同一個平面上,否則在運絲過程中,儲絲筒上的電極絲會重疊,從而導致斷絲。
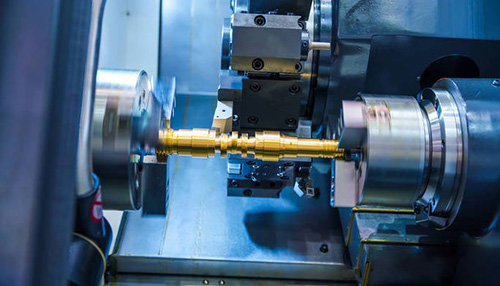
③穿絲中要注意控制左右行程檔桿,使儲絲筒左右往返換向時,儲絲筒左右二端留有3~5mm的余量。
圖為100唯爾教育開啟電機
3.緊絲
電極絲要保持一定張力,太緊易斷絲,太松影響精度、粗糙度,所以完成上絲和穿絲后還要緊絲。運絲一段時間后也應緊絲以保持電極絲的張力。握緊絲器的方法必須正確,以免鉬絲滑出傷手,拉絲的力度適當并保持一致。
以上,就是100唯爾教育關于電極絲的部分內容,如果對其中的課程內容及其VR仿真資源感興趣,可以上100唯爾教育搜“電火花切割加工”就可以看到對應的課程列表了。
以上就是100唯爾(100vr.com)小編為您介紹的關于電極絲的知識技巧了,學習以上的職教VR仿真資源|為什么采用鉬絲作為線切割電極絲?知識,對于電極絲的幫助都是非常大的,這也是新手學習機械制造所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問上一篇: 職教VR仿真資源|萬能角度尺怎么讀數?看完你就懂了
下一篇: SMT電子廠生產車間高效現場管理
電極絲課程推薦














機械制造熱門資料


機械制造技術文檔


推薦閱讀




















